Applications in Tire Industry
Metal Detectors in the Rubber & Tire Industry
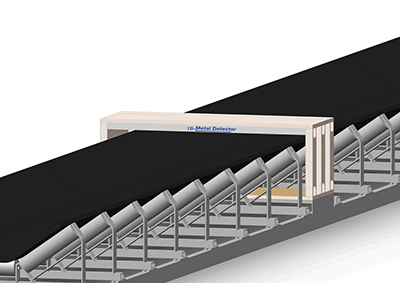
In the rubber and rubber parts manufacturing industries, the presence of metal impurities causes damage to machinery and halts production, which can be very costly. Industrial Metal Detectors prevent potential damage by identifying these metal contaminants. As a knowledge-based company, Intelligent Board Electronics Company (IB-ECO) has taken a significant step in improving production in the rubber industry by manufacturing this device.

Is the Use of Metal Detectors in the Tire and Rubber Industry Necessary?
To minimize costs in the tire and rubber industries, protecting machinery and utilizing the maximum capacity of the production line is essential. The presence of metal impurities in raw materials or during production is a primary cause of machinery breakdown and production downtime. Metal contaminants can block extruders or get stuck behind calenders, causing deformation and dents in tires and rubber parts. Furthermore, metal impurities in products increase risks and endanger consumer safety. Therefore, using industrial metal detectors to detect metal contamination and separators to remove these impurities is essential for protecting equipment and producing standard products.

How Do Metal Impurities Enter the Production Line?
Metal impurities can enter production lines from various sources and cause disruptions:
- Metal pieces present in raw materials and additives.
- Wear and flaking of machinery, devices, and pipes.
Personal items belonging to operators, such as pen tips, rings, etc.

Do Not Confuse Industrial Metal Detectors with Magnets!
Industrial Magnets are only capable of attracting magnetic metals with relatively large dimensions. However, Metal Detectors utilize modern technology to detect all types of metals, whether magnetic or non-magnetic (such as aluminum, steel, cast iron, etc.). Additionally, these metal impurities are detectable even if they are not visible, for example, if they are embedded inside a manufactured tire. Therefore, with a metal detector in the rubber industry, in addition to preventing damage to machinery, we can ensure the quality of the final product.
How Do Metal Impurities Enter the Production Line?
Metal impurities can enter production lines from various sources and cause disruptions:
- Metal pieces present in raw materials and additives.
- Wear and flaking of machinery, devices, and pipes.
- Personal items belonging to operators, such as pen tips, rings, etc.

Our Capabilities in Providing Industrial Metal Detectors
We offer the possibility of ordering and manufacturing industrial metal detectors in custom sizes, tailored to different production lines with the highest quality.
Key features of our devices include:
- Adjustable detection sensitivity.
- High resistance to severe vibrations.
- Immunity to environmental noise.
- Easy installation and operation without the need to cut the conveyor belt.
- Various signal outputs upon detection.

Applications of Profilometer & Thickness Gauge Systems in the Tire Industry
Metal Detectors in the Rubber & Tire Industry
In the rubber and rubber parts manufacturing industries, the presence of metal impurities causes damage to machinery and halts production, which can be very costly. Industrial Metal Detectors prevent potential damage by identifying these metal contaminants. As a knowledge-based company, Intelligent Board Electronics Company (IB-ECO) has taken a significant step in improving production in the rubber industry by manufacturing this device.

Difference Between Profile Meter and Thickness Gauge Systems
In the tire and rubber manufacturing process, we deal with various layers and sheets. The choice between these two systems depends on the geometry of the material:
Thickness Gauge (For Flat Layers): In sections where layers are flat and uniform, such as the Calender, the primary objective is controlling the layer thickness. The Laser Thickness Gauge performs this task efficiently in both Online and Offline modes.
Profile Meter (For Complex Geometries): However, in processes where layers have specific geometries and varying thicknesses across the cross-section—such as the Extruder—monitoring the layer profile is crucial in addition to thickness. The Profile Meter System analyzes the entire cross-sectional slice by measuring the thickness at all points to ensure the correct shape is maintained.
Is the Use of Metal Detectors in the Tire and Rubber Industry Necessary?
To minimize costs in the tire and rubber industries, protecting machinery and utilizing the maximum capacity of the production line is essential. The presence of metal impurities in raw materials or during production is a primary cause of machinery breakdown and production downtime. Metal contaminants can block extruders or get stuck behind calenders, causing deformation and dents in tires and rubber parts. Furthermore, metal impurities in products increase risks and endanger consumer safety. Therefore, using industrial metal detectors to detect metal contamination and separators to remove these impurities is essential for protecting equipment and producing standard products.
Advantages of Laser Systems vs. Radiation & Mechanical Systems
The Drawbacks of Radiation (Nuclear) Systems Radiation-based measurement systems not only incur high maintenance and repair costs but also pose significant safety risks. Due to the hazards and health concerns associated with these systems, industries worldwide are actively striving to phase out and eliminate radiation-based measurement equipment wherever possible.
The IB-ProfileMeter Advantage By utilizing advanced laser measurement technology, the IB-ProfileMeter eliminates the disadvantages of radiation methods. It offers superior accuracy, speed, safety, and longevity compared to other systems, including mechanical contact sensors like LVDTs.
Non-Contact Benefits Furthermore, due to the non-contact nature of this system, the measurement process has absolutely no impact on the mechanical structure or integrity of the product, ensuring the material remains deformation-free during inspection.
Installation Stages in Tire Production
In the tire and rubber manufacturing process, thickness and profile monitoring is essential at every stage where a rubber layer is formed.
The key installation points for these systems include:
Extruder Output (Tread & Sidewall)
4-Roll Calender
Gum Calender (Gum Line)
Our Capabilities in Providing Laser Thickness Gauges & ProfiloMeters
We offer the capability to design and manufacture Online and Offline Profile Meters and Thickness Gauges in custom sizes, fully tailored to fit various production lines with the highest quality standards.
Key Features & Specifications:
Non-Contact Scanning: Advanced non-contact profile scanning process.
High Precision: Measurement accuracy at the micrometer level.
Automatic Calibration: Fully automated calibration via software.
PLC Integration: Connectivity to the Central PLC via standard industrial protocols for seamless production process control.
Dual Control Interface: System control capability via both the Local HMI Panel (beside the device) and the remote Control Room.
Advanced Software: Powerful Web-based Software featuring data logging, archiving, and customized reporting capabilities.

Calender System Automation Upgrade in the Rubber Industry
Introduction to Rubber Industry Calender Machines
The primary function of a rubber calender machine is to press and adhere rubber compounds onto fabric (cord) in the form of single or double-layer sheets. During this process, the calender removes air from the raw materials (compounds) to produce air-free rubber sheets. The more rolls a calender has, the more times the rubber sheets are pressed, resulting in higher product quality and uniform thickness.
In its simplest form, a calender resembles a roller consisting of two rolls, though designed and built with much greater precision. Today, calenders are typically constructed with more than two rolls (usually 3 to 5 rolls) and are produced in various configurations based on roll arrangement. This machine is used for the continuous production of rubber strips or thin sheets.
Project Overview: 4-Roll Calender Upgrade by Intelligent Board Electronics Company
- Initial Assessment & Planning: The project began with an inspection of the old control panels to gain an overview of the system layout. A comprehensive list of required equipment and consumables (cables, wires, etc.) was prepared. New panel layouts were designed, determining the placement of components, followed by the manufacturing of panel frames and trays.
- Reverse Engineering & Design: Using the factory’s archives, old equipment catalogs were consulted to determine how to modernize legacy components (e.g., alarm annunciators) in the new system. The machine’s legacy electrical drawings were analyzed to extract and rewrite the control logic. Subsequently, the new electrical diagrams for the 4-roll calender were drawn using EPLAN software.
- Assembly & Installation: Based on the new designs, panel assembly began, followed by wiring checks and Quality Control (QC). The control logic was programmed in TIA Portal V16 for the new PLC controller, while HMI (Touch Panel) graphics were simultaneously designed. Once programming was near completion, panels were installed on-site. Inter-panel cabling began, and the machine was shut down for the overhaul. The old system (panels and wiring) was dismantled, and new operator panels were installed. Wiring for sensors, actuators, and AC/DC motors was routed to the electrical room.
- Commissioning & Optimization: An I/O Check was performed to verify inputs and outputs. Upon confirmation, network communication was established between the CPU and ET200M expansion modules, and the PLC program was downloaded. Each machine section was individually commissioned and calibrated. Hardware and software issues encountered during this phase were resolved to resume production. Initially, some sections were operated manually, but automation logic for Wind-Up, Centering, Expander, and Edge Guider systems was progressively added. Calibration pages for automatic sections were also integrated into the Touch Panels.
- Training: Operators were trained on the new panels, and modifications were made based on their feedback to enhance usability. Finally, maintenance and support staff were trained to troubleshoot using TIA Portal V16 and electrical diagrams, ensuring they could identify and resolve issues to minimize downtime.
Changes, Differences, and Advantages Over the Legacy System
The previous system was controlled via relays and contactors. The most significant change—and the primary goal of this project—was replacing the relay logic with a PLC (Programmable Logic Controller).
Key Advantages of PLC Upgrade:
- Reduced Wiring: PLC systems require significantly less wiring because control logic is implemented via software rather than physical hard-wiring. Complex logic (e.g., a toggle switch function) is easily programmed in a PLC but difficult to hard-wire.
- Fewer Hardware Components: Many hardware elements like timers, counters, and auxiliary relays are eliminated and replaced by software instructions.
- Space Saving: Due to reduced cabling and fewer components, PLC panels occupy much less space compared to bulky relay-contactor panels.
- Simplified Troubleshooting: Troubleshooting a PLC system is far easier. In legacy systems, finding a fault required tracing wires through numerous physical drawings. In a PLC, monitoring the logic is straightforward and centralized.
- Lower Maintenance Costs (No Wear & Tear): Hardware components like relays and contactors have mechanical lifespans and require periodic replacement. PLC components are solid-state and do not require such maintenance.
- Easy System Expansion: Modifying or expanding a relay system often requires new cabling and rewiring. In a PLC, changes are mostly software-based, requiring little to no physical wiring changes.
- Simplified Design Process: Legacy systems require extensive documentation and drafting. Designing a PLC-based system is more streamlined.
- Complex Calculation Capability: Performing complex mathematical calculations is impossible in relay systems but simple in a PLC.
- Reduced Latency & Faster Response: In legacy systems, using numerous intermediate electromechanical relays introduces delay. PLCs eliminate these intermediate delays. Although a PLC has a scan time (usually <100ms), legacy systems with multiple interposing relays often suffer from greater cumulative latency